销售服务热线
13864682332




13864682332
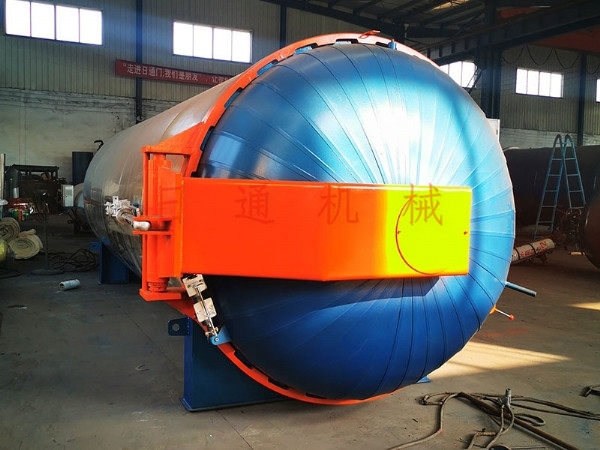
如何降低热压罐成型成本? 诸城市日通机械有限公司-z6尊龙官网入口
2021-4-26
至于如何降低z6·尊龙凯时「中国」官方网站成型成本?国内也做了不少的研究工作,例如,预浸料“零吸胶”的实现,辅助材料的国产化,共固化模具结构热效率的提高和组装形式的优化,结构件进罐的合理组合以及随炉件测试项目的合理化等方面都有效地促进了制造成本的降低。以某飞机复合材料结构件为例,每生产1kg复合材料结构件,可以节约制造成本1200多元。若在制造大型复合材料结构件中预浸料铺覆改为采用自动铺叠,生产效率会明显提高,制造成本将继续下降。因此,将其视为“高成本”的制造方法是不准确的,该成型方法经过了30多年的技术发展,其完整性及成熟度无疑对大型飞机结构复合材料的应用进入快行道具有重要的意义。
另外,由于真空辅助成型(vari)工艺在降低复合材料制造成本及大型构件整体成型方面的优势,近年来受到业界的广泛重视。国内有关单位开发了适用于vari工艺的树脂体系,并验证了其工艺方法,研究了其复合材料的性能,试制了相关的典型件。尽管该工艺试制的复合材料性能与热压罐法的基本相当,但要满足高性能复合材料结构的要求还有不少的研究工作要做。因此,现阶段应发挥热压罐加压固化的优点,弥补vari工艺真空加压的不足,扬长避短,这也是降低热压罐成型方法制造成本的一条有效技术途径。
热压罐成型方法在工程应用上无论在成熟度还是在规模化方面仍是当今航天领域复合材料结构件的主要成型方法,这是由它的特点决定的:
(1)罐内压力和温度均匀。在它们共同作用下,可满足复合材料高纤维含量的要求,其复合材料具有较高的力学性能和较稳定的物理性能,例如复合材料结构件的孔隙率低,树脂含量均匀。
(2)热压罐成型方法适用范围广。例如层压结构、夹芯结构、胶接结构和缝纫结构。模具相对比较简单,效率高,尤其适用于大型的具有高性能要求的复合材料结构件的成型。

全国咨询服务热线
13864682332
诸城市日通机械有限公司
联系人:郭经理
手机:13864682332(微信同号)
q q:1652905137
邮箱:1652905137@qq.com
座机:0536-6084777
传真:0536-6064111
地址:山东省诸城市密州工业园观海路2800号
 扫一扫加我企业微信
扫一扫加我企业微信
 产品
产品